 0
0
 2971
2971

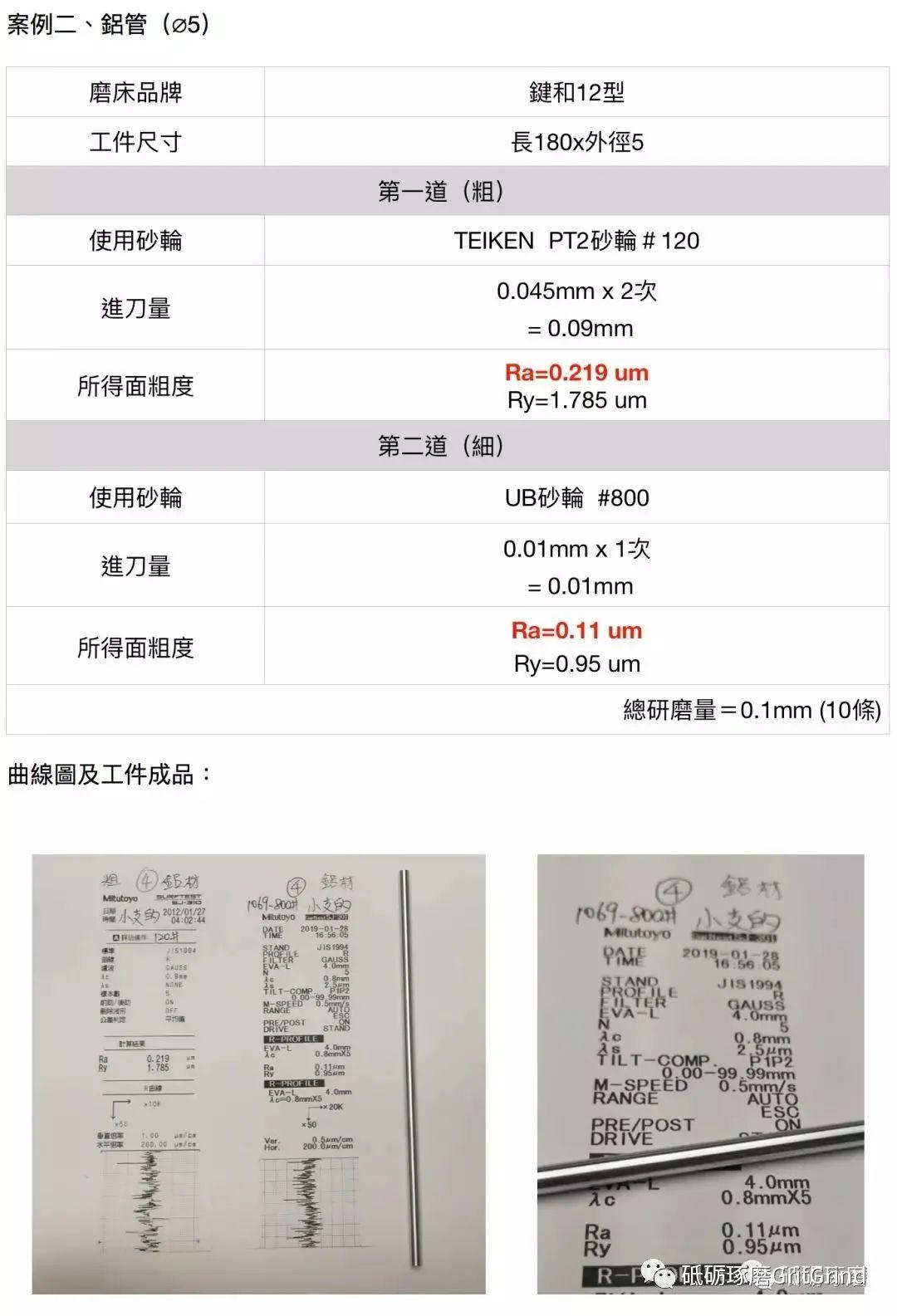
无心研磨是属外圆研磨的一种,用以研磨圆柱型的工件,可以展现高效率的研磨製程。圆柱型的工件分为棒状(实心)及管状(空心)。
其中,管状因为管壁较薄,在研磨上需要相当的技术及条件,才能在研磨时同时保持管件的尺寸及「提升表面粗度」。
管件面粗度难以提升
膨胀问题:
就像是研磨薄板,虽然管件不会蜷曲,但却仍然容易因为热而膨胀。
热膨胀使管件呈现不规则状,研磨过程便会开始有震动,因此砂轮产生弹跳作用,在表面留下痕迹。
面粗度问题:
而一般常见的管件材质有「不鏽钢管」或者「铝管」,这两种材料都属于较软的材料,在进行研磨时容易有刮伤,导致面粗度不佳。
前段粗磨若无法避免留下较深的刮伤,而后段细磨砂轮的切削力又不够足以消除前段痕迹的话,面粗度不佳便需要增加工序,进而造成效率低下。
解决方案
粗磨:使用切削力足够+气孔技术:PT2砂轮
使用硬度高的GC磨料,并且加上气孔增加切削力!切削力增、阻抗减、堵塞机会减少,研磨热也会相对减少许多。又加上气孔可以释放热能。
多数的研磨热排除后,管件不易膨胀,震动问题得以改善。
而同时,气孔也可提供碎屑藏身的空间,使碎屑刮伤工件的机会降低,面粗度便可提升。
★额外好处:放大气孔减少了堵塞机会,修整的次数、以及修整带来的砂轮磨耗,相对都减少了!
细磨:适当的切削力+弹性设计:UB砂轮
UB砂轮具有特殊的弹性设计及磨料纤维,比一般的砂轮还要柔软,可吸收多馀的震动,稳定且均匀的研磨。特殊的纤维,将磨料包复在纤维裡,有适当的切削力,却有效减少刮伤、掉砂的不良率。修整频率低,加工效率高。
★额外好处:当前段粗磨深痕减少,后段细磨又具有适当的切削力及弹性效果,便可快速且有效地达到均匀的表面。越均匀、越轻省,工序有从8道渐少至5~4道的可能性。
本文由生尧砥砺琢磨原创,转载须注明出处。-----------------
 0
0
友情链接: 中国磨料磨具网







 0
0



































































